
How AI Can Help Your Business Grow
Read Full ArticleYears in Business
Projects Delivered
Client Relationships
Countries Served
Assisting brands to make a digital impact.
Assisting brands to make a digital impact.
Assisting brands to make a digital impact.
Assisting brands to make a digital impact.
Assisting brands to make a digital impact.
Nextwebi built a cloud-based ERP web application for Bulk Liquid Solutions to streamline material and inventory management. The system integrates work orders, in-ward/out-ward tracking, label generation, audits, and reporting into a single platform. With real-time dashboards and mobile app support, it ensures accurate monitoring, reduces manual effort, and drives operational efficiency.
Bulk Liquid Solutions specializes in manufacturing industrial liquid packaging and storage products, offering flexible, reliable solutions for transporting and storing liquids across multiple industries. They serve sectors that demand high levels of durability, safety, and material integrity, such as chemicals, food & beverage, and water treatment.
Their operations include managing complex workflows in production units, material tracking, vendor coordination, and stringent quality control. With an emphasis on innovation, traceability, and regulatory compliance, Bulk Liquid Solutions delivers tailored products that meet both functional and safety standards required by industrial clients.


Nextwebi collaborated with Bulk Liquid Solutions to design and implement a cloud-based ERP platform tailored to their complex production and material management workflows. The system was built to streamline order tracking, material movement, stock management, and inward/outward processes, ensuring real-time visibility across all units. A user-friendly dashboard provides instant insights into work orders, stock status, and consumption, enabling faster and more accurate decision-making.
The ERP integrates modules for customer management, vendor handling, label generation, audits, and reporting, while also incorporating automation for in-ward and out-ward tracking. A lightweight mobile app was developed to simplify check-in and check-out of materials, bridging operations between on-site staff and the central system.
With advanced reporting, role-based access, and process automation, the solution eliminated manual inefficiencies, improved operational accuracy, and strengthened Bulk Liquid’s ability to scale. This digital transformation not only optimized their internal processes but also created a future-ready platform capable of supporting evolving business requirements.
1. Need for a Centralized Application
Bulk Liquid’s operations involved multiple units and processes, but the absence of a single, integrated system led to inefficiencies in managing material inwards, outwards, and stock movements. A centralized solution was needed to unify workflows and improve visibility.
2.Lack of Real-Time Visibility
Manual tracking of work orders, stock usage, and inward/outward movement created delays and inaccuracies. The management lacked real-time insights into material flow, making it difficult to monitor operations effectively.
3.Error-Prone Manual Processes
Critical functions like stock reconciliation, inward/outward entries, and label generation were handled manually, increasing the risk of errors and inconsistencies in records.
4.Limited Mobile Accessibility
On-ground staff could not instantly update material movements due to the absence of a mobile-enabled solution. This created gaps between actual operations and recorded data, reducing operational accuracy.
5.Scalability Challenges
With growing operations, the existing manual approach could not scale efficiently. Bulk Liquid required a robust, automated ERP application that could streamline workflows, ensure data accuracy, and support future growth.
Custom Web Application Development: Built a cloud-hosted ERP system tailored for Bulk Liquid Solutions to digitize their end-to-end operational workflows with secure internal hosting.
Work Order Management: Enabled creation, assignment, and tracking of work orders, including inward, outward, and ongoing orders, ensuring complete visibility across all stages.
Inventory & Stock Tracking: Developed modules for stock location mapping, manual stock adjustments, in-stock/out-stock monitoring, and automated reconciliation.
Unit & Process Mapping: Integrated workflows for multiple units (in-house and outsourced) with fabric roll tracking, material inward/outward recording, and inter-unit movement management.
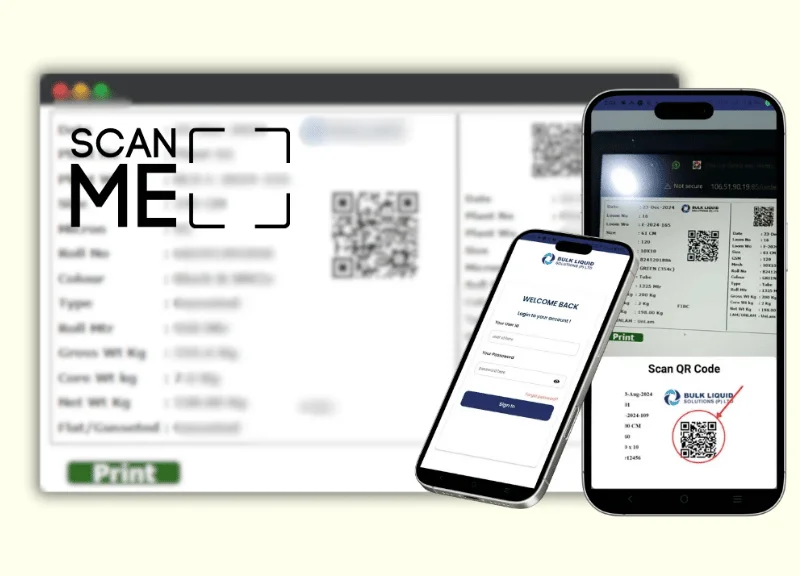
Label & Roll Number Automation: Designed automated roll number assignment and label generation features to eliminate manual errors and improve traceability.
Audit & Compliance: Implemented store audit functionality and consumption tracking to monitor usage patterns and prevent discrepancies.
Customer & Vendor Management: Added modules to register, manage, and monitor customers and vendors, complete with contact and order history.
Master Data Management: Provided tools to configure user roles, system preferences, and master data settings, ensuring scalability and flexibility.
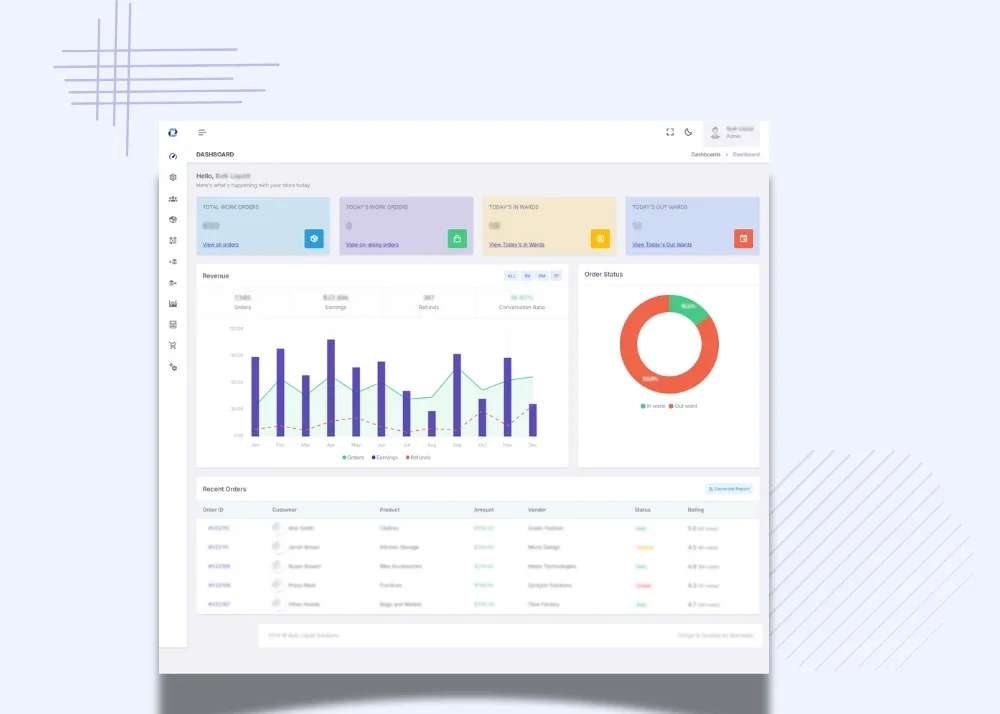
Admin Dashboard: Designed a centralized, intuitive dashboard with KPIs on total work orders, in-wards/out-wards, ongoing orders, and order status visualized via charts.
Reports & Analytics: Integrated detailed reports for stock movement, consumption, audits, and order history, empowering management with actionable insights.
Label Generation & Printing: Developed a module to generate and print product and process labels directly from the system for operational efficiency.
Consumption Tracking: Enabled real-time tracking of material consumption across units, optimizing raw material usage and reducing wastage.
Let's talk about how we can craft a user experience that not only
looks great but drives real growth for your product.!